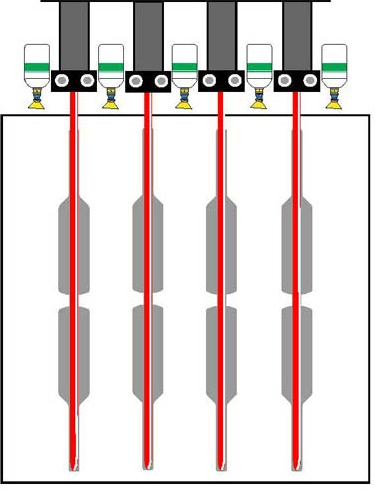
Closely spaced small extrusion heads often cause parison deflection and lower yield as the mold pinches the parisons. Tight spaces around the heads and the top of the mold also make it hard to deliver ionization effectively, as proximity to earth reduces ion reach.
Install Meech 261 Flexi Nozzles to blow ionized air between parisons. This minimizes deflection without cooling the parison. The compact nozzle can be positioned above the mold to direct airflow along the parison length, reducing contact with the mold tool—enabling reliable small double-cavity production where bars or air curtains can’t reach.
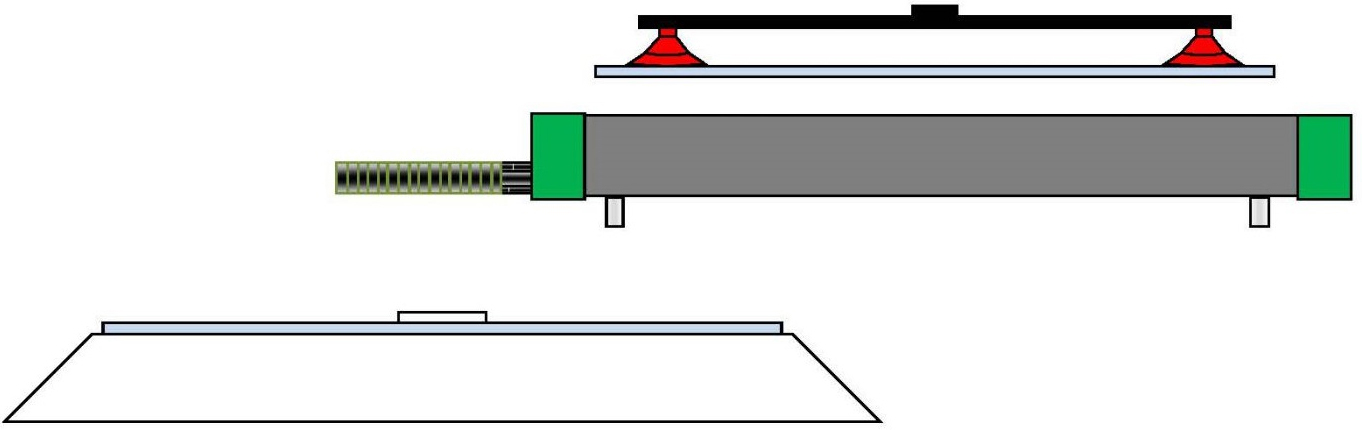
DVDs are formed by bonding two CDs. Like-polarity surface charges can repel during bonding, creating pinholes and weak adhesion.
Charge one disk with opposite polarity using a Meech 993R Generator Bar to achieve consistent, defect-free bonding.
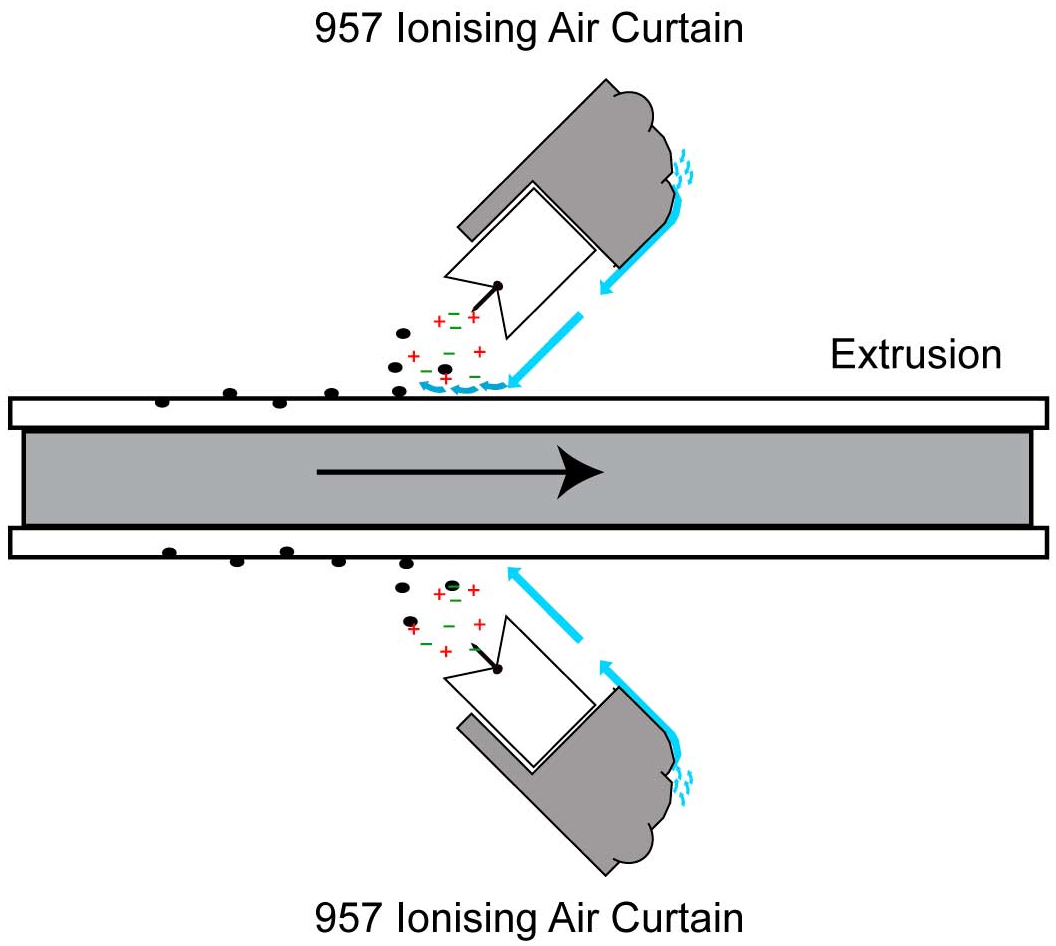
Place Meech 957 Ionizing Air Curtains to strip and neutralize swarf while neutralizing the profile. Add a barrier at the saw box extraction to improve capture and prevent wider contamination.


Extruded rubber (e.g., automotive door seals) attracts contaminants, risking batch rejection and penalty claims.
Use a Meech 957 Ionizing Air Curtain to assist cooling and neutralize charge, reducing contamination risk.

Sheets must be free of dust/swarf before forming; charges created during forming re-attract contamination and can shock operators.
For large sheets use the Meech JetStream Ionizing Air Knife; for smaller sheets use a 957 air curtain or 954 ionizing gun. Neutralize charges generated during forming to prevent re-contamination and shocks.


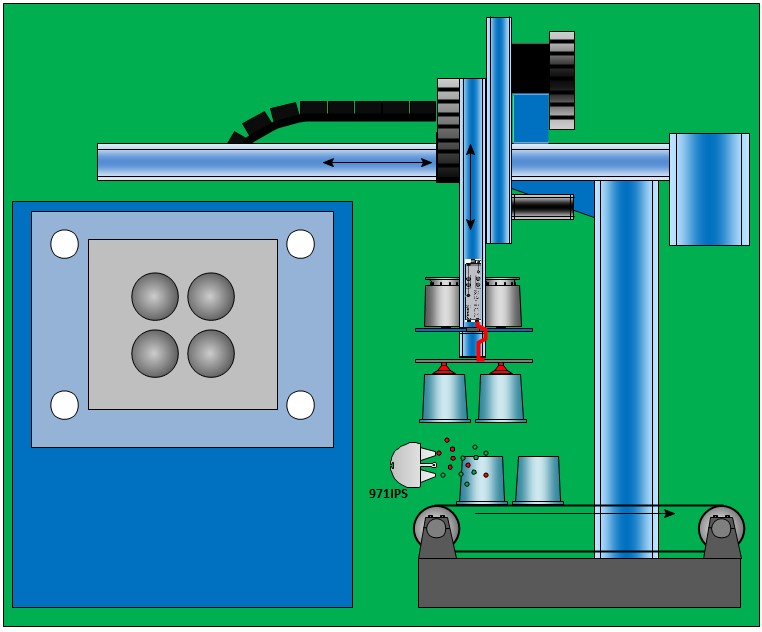
As parts cool, electrostatic charge attracts contaminants from conveyors and ambient air—especially on IML jobs.
Mount a Meech 971IPS Bar at the end of the conveyor near the set-down area so every part passes through the ion field; continuous ion flow suppresses re-charging while cooling.

Electrostatic discharges in ducting trigger metal detectors, causing false rejects and waste.
Fit a Meech 913 Flow Tube inline just before the detector to neutralize charge and prevent false alarms.

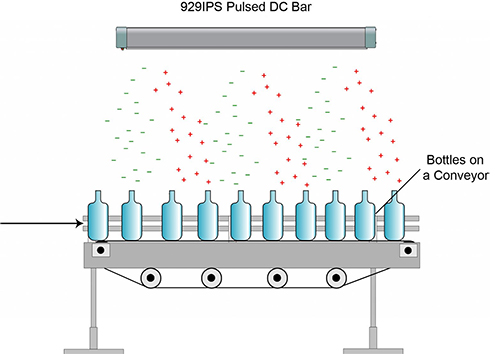
Conveyed bottles accumulate high static—pulling dust, increasing pre-fill cleaning, and shocking operators.
Install Meech 971 or 929IPS Hyperion Bars above the conveyor to bathe bottles, belt, and nearby operators’ hands in balanced ions, neutralizing charge continuously.

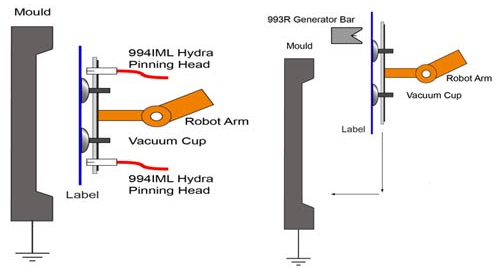
Accurately locating and holding labels inside the mould is difficult; any shift leads to rejects.
Use a static bar or charging head to pin the label to the mould (robot or manual). After placement, the mould closes and encapsulates the label for consistent positioning.
Small/light parts cling to the tool due to static, risking tool damage and slowing cycle times.
Position a Meech 959IPS above or beside the tool to discharge the part for reliable release. Pulse air only when the tool is open to save air and avoid cooling the tool.


Static on model powder mixes with support material, degrading finish and strength; UV curing generates charge that repels powder during passes.
Neutralize the build area between passes with a Meech 929IPS bar to control charge and stabilize deposition.

Plastic coating processes leave high charge on conductors, causing painful shocks during handling.
Discharge the coated wire during rewind with a Meech 929IPS bar to control build-up.

Rubber extruded onto a carrier belt charges heavily as it separates, creating shock hazards.
Use a Meech 971 or 935 system (position-dependent) for effective long-range neutralization.
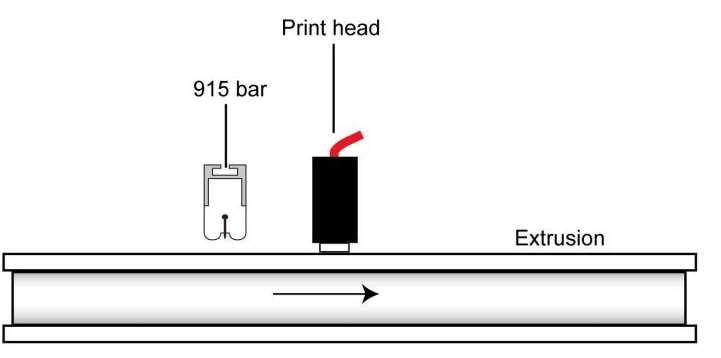
Place a strong Model 915 Ionizing Bar before the head to neutralize charge and stabilize print. A Model 940BE nozzle is a viable alternative.

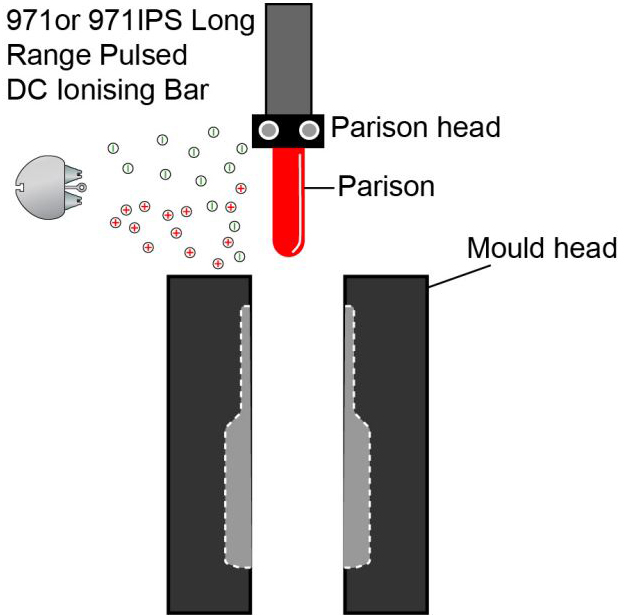
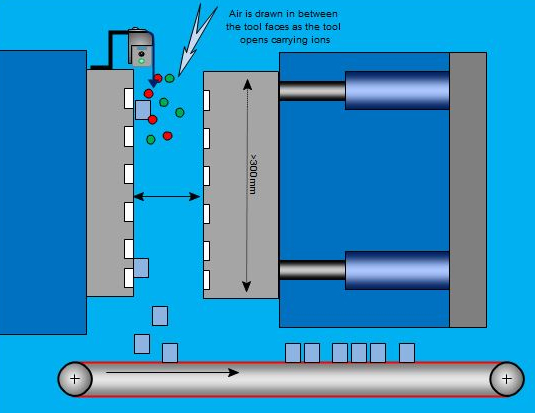
Meech 971 / 971IPS deliver long-range ionization from the extrusion head to the mould top without air, ideal for thin parisons that can be disturbed by airflow. Where space is tight, use a 929IPS bar.
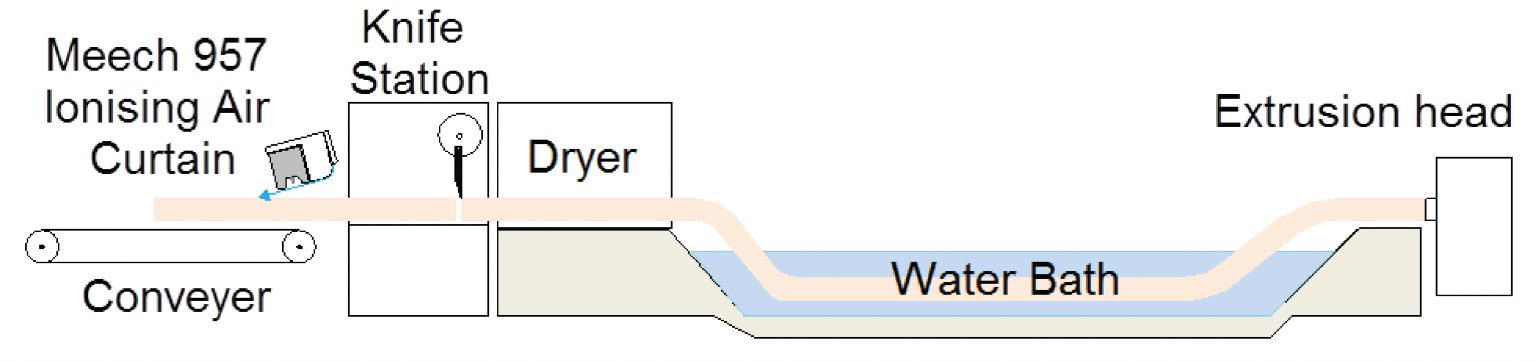
Static builds as tubes cool and during drying/machining, causing swarf and dust pick-up and later abrasion or finishing defects.
Neutralize charge to prevent attraction. A Meech 957 Air Curtain both cools and neutralizes, reducing swarf adhesion.

Waste film or granules become charged and cling to the gate, jamming or blocking the diverter valve.
Fit Meech 261 Bulkhead Nozzles to the tube to neutralize charge and keep product flowing.
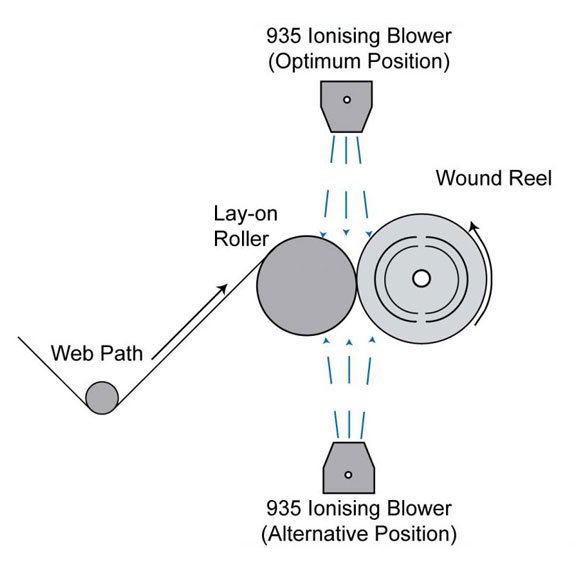
Use a Model 935 fan-driven ionized air blower for long-range, gentle, wide-area ion delivery that neutralizes the entire roll. Optional fan filters ensure clean air to the reel.
Cast film necks as it cools on the chill roller, narrowing width and reducing quality. Compressed air edge control is noisy, costly, and can mark film.
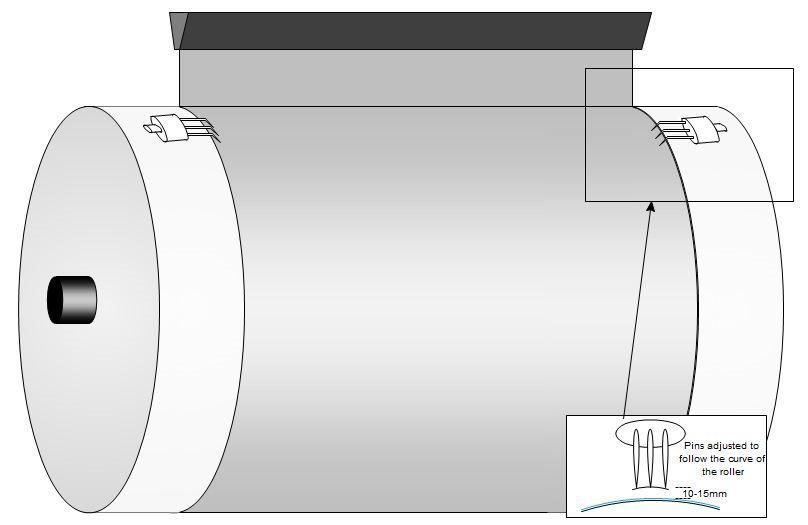
Use Meech 995-CLAW pinning heads on each side to hold edges electrostatically. Each head offers lateral/rotational adjustment with three resistively coupled titanium pins for strong, safe pinning. Pair with a 30 kV 992v3 negative generator (remote on/off) for simple operation.
Setup tips: use the minimum charge required; keep pins 10–15 mm from the film for a gentle, broad charge; neutralize before rewinding to prevent telescoping and edge defects.


